河南恒腾钢铁实业有限公司
联系:张经理
手机:16637291777
电话:16637291777
邮箱:
网址:chengdu.hnhtgt.com
地址:河南省安阳市北关区中华路与创业大道交叉口东南角无人机大夏925室
服务热线
16637291777河南恒腾钢铁实业有限公司
联系:张经理
手机:16637291777
电话:16637291777
邮箱:
网址:chengdu.hnhtgt.com
地址:河南省安阳市北关区中华路与创业大道交叉口东南角无人机大夏925室
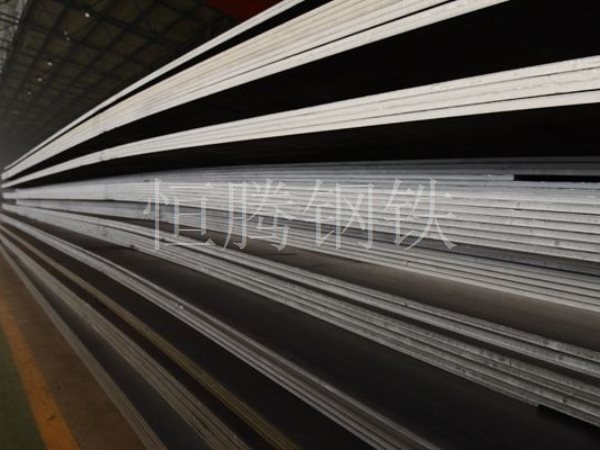
河南恒腾钢铁实业有限公司为您提供高强度船板,复合耐磨衬板,耐酸腐蚀钢板等相关信息及资讯,敬请关注!
z向钢焊接时存在一个重要的问题,就是焊接过程中,焊缝热影响区由于冷却速度较低,在结晶过程中很容易形成粗晶粒马氏体组织,从而使焊接时钢材变脆,产生冷裂纹的倾向增大。因此,在z向钢焊接过程中,一定要严格控制t8/5,即控制焊缝热影响区,尤其是焊缝熔合线处,从800摄氏度冷却到500摄氏度的时间。
如果冷却时间过于短暂的话,焊缝熔合线处硬度过高,易出现淬硬裂纹;如果冷却时间过长的话,则熔合线处的临界转变温度会升高,降低冲击韧性值,对低合金钢,材质的组织发生变化。出现这两种情况,皆直接影响焊接接头的质量。z向钢为防止出现裂纹,要采用加热预热后,在焊接过程中应注意的一个重要问题,就是焊缝层间温度控制措施。如果层间温度不控制,焊缝区域会出现多次热应变,造成的残余应力对焊缝质量不利。因此,在z向钢焊接的过程中,层间温度必须要严格控制。

层间温度一般要控制在200-250摄氏度之间。为了保持这种温度,z向钢在焊接时,要求一次焊接连续作业完成。测温方法同预热测温。当构件较长时,在z向钢焊接的过程中,z向钢的冷却速度较快,因此在焊接过程中一直保持预加热温度,防止焊接后的急速冷却造成的层间温度的下降,焊接时还可采取焊后立即盖上保温板,防止焊接区域温度过快冷却。
高强度船板哪家好?复合耐磨衬板报价是多少?耐酸腐蚀钢板质量怎么样?如果您想要了解这方面的信息,欢迎与我公司联系,我公司将为您提供满意的服务.